TCR rib recycled knitted spandex stretch fabric
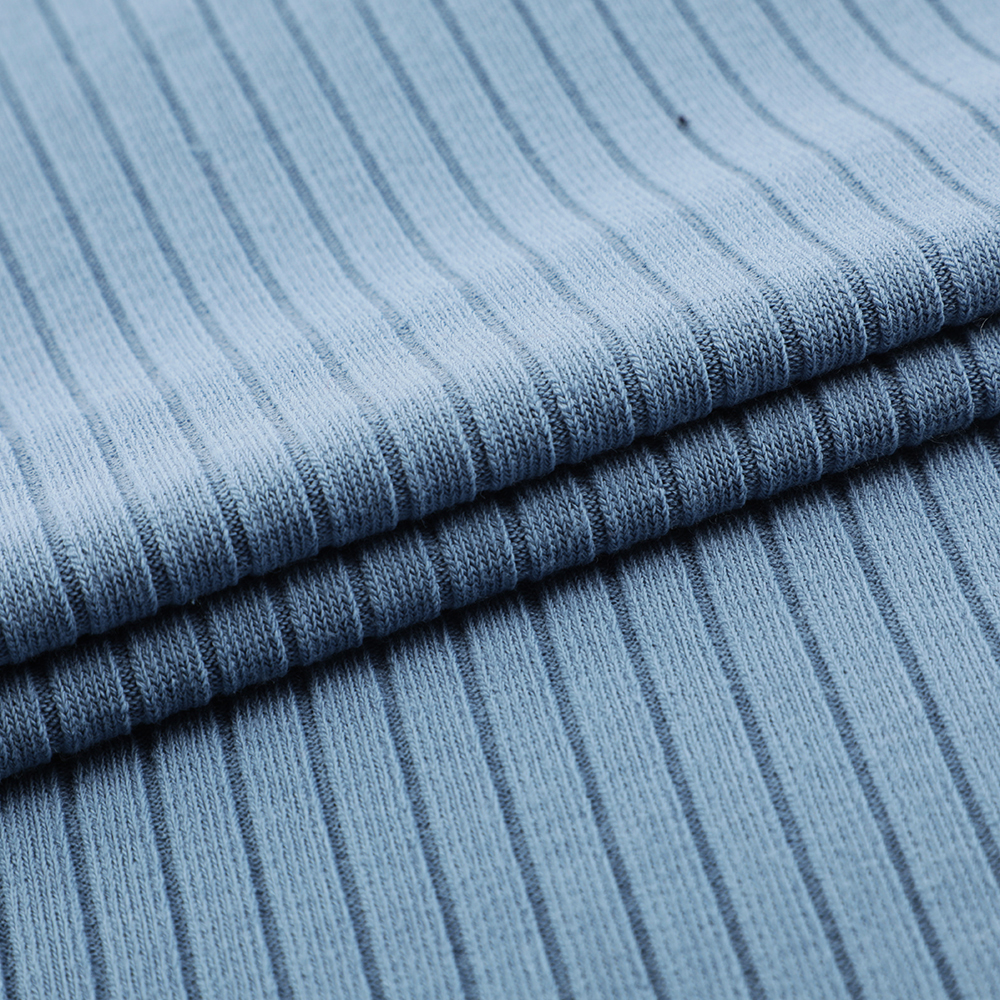



TCR rib recycled knitted spandex stretch fabric
The production process of ribbing
1. Raw material inspection: require raw materials into the warehouse, the inspection department timely sampling, yarn count, strip uniformity, color difference, color flower, fastness and other tests, to the warehouse weighing, open color inspection number, cylinder number, test tide and yarn loss.
2. Winding machine: after yarn confirmation, quickly yarn processing for subsequent processes, require yarn through oil or waxing, pour yarn, separate color and cylinder number to open line, not mixed with cylinder, color head yarn if necessary.
3. Flat knitting machine reception room.
(1) After the horizontal machine is in hand, confirm the weight, count, batch number and color number of yarn.
(2) The confirmed yarn is reissued to the staff according to the process report. Detailed records are kept of the staff's yarn collar, clothing piece and weight of the unravelled yarn to avoid yarn loss and waste.
(3) Must be reasonably issued to each worker according to the production plan, record the sending and retrieving time, and fill in daily and monthly reports carefully.
4. Cross machine rib knitting.
(1) Before preparation, the maintenance worker must make mechanical adjustment to meet the requirement of process density for preparation.
(2) Operators must knit and form clothes that meet the requirements in accordance with the process or disk and quality.
5. Semi-finished product inspection.
(1) After the finished garment piece is off the machine, the density check, size and pattern matching will be done in time.
(2) The inspector checks (makes up) for the shortcomings of receiving, needle release, rotational speed, difference in length of clothes, length of ribbing, uniformity of density, missed stitches, embedded strips, monofilament, color difference, thread rubbing, stains, etc. as specified in the inspection process.
(3) Record the weight of a single piece. (If there are 2 or more colorways, detailed records of each color will be made).
(4) Check before the knitting when the clothes piece is pulled in different directions, the gauge worker must shrink.
6. Size, appearance check: ironed clothes must be naturally contracted to meet the size. In the size re tolerance range can be seen in the appearance, appearance must be based on the customer's requirements with reference to confirm the operation of the sample clothing.
The above is the production process of ribbing, the company has developed for many years, and colleagues from all walks of life to seek common development, continue to provide excellent products and services for new and old customers.